
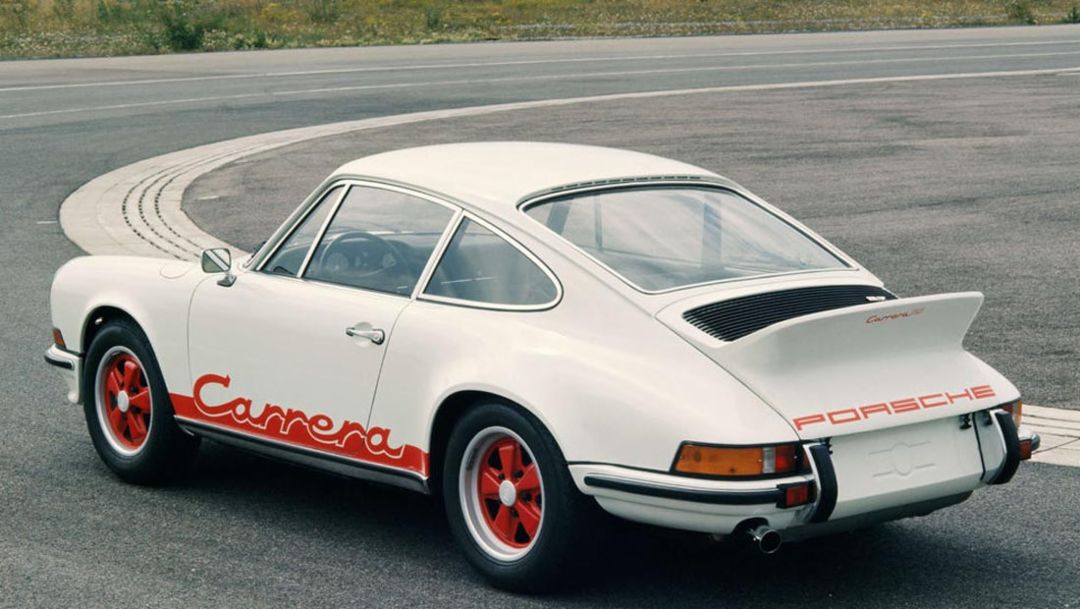
For the first time employees at Porsche Classic have succeeded in reproducing the thin sheet panels of the legendary 1972 and 1973 911 Carrera RS 2.7. Just 1,580 units of this vehicle were built. This is why the supply of replacement parts is a challenge for such classic cars as they usually have to be specially fabricated. Because the second skin, too, must fit like a tailor-made suit. It a question of millimetres. With the help of an optimised process the thin sheet panels of the legendary model are now being reproduced.
Thanks to new measures the experts at Porsche Classic have succeeded in clearly improving the quality for the production of wings and side panels for the 911 built between 1965 and 1994. In order to improve dimensional accuracy on a sustained basis and therefore facilitate adjustment to the vehicle, Porsche Classic redefined each production stage. This included overhauling and optimising the original production tools and new testing devices to test the dimensional accuracy.
For example, each of the approximately 30 wing variants was fitted on a vehicle or a testing device for validation. What’s more, every process step is documented, including the time-consuming hand-finishing of the surface. This process optimisation enables a consistent quality to be guaranteed.
As regards retention of the value of the collector’s cars, Porsche Classic is once again sending a signal – a signal that can be seen in the form of the Porsche trademark identifying the new Porsche Classic original parts.
1. Trimming of the production part
Here expert craftsmanship is called for. In order to achieve the typical RS extension at the rear, a thin sheet panel must be cut in the shape of the production side section. For this the specialists position the side section in the tool, mark the cutting points and trace the outline with a template. The marked area is cut out with a panel saw.
2. Positioning
Preparations are then made for tack welding. The shaped thin sheet panel and the wing extensions must be precisely positioned in the tool form and fixed with magnets.
3. Tacking of side section and wing extension
The fixed parts are tacked in a tungsten-inert-gas-welding process (TIG). The welder starts with tacking points at larger intervals and subsequently places them closer together until they are just five to seven millimetres apart. Both parts are now continuously welded together. The new side section is measured with millimetre precision using special tools.
4. Finish
Now the highly sensitive stage of the production starts. The weld must be finished by hand as the thin sheet metal does not forgive any mistakes. Sure-handedness is called for here. First of all the experts carefully planish the seam with special tools and gently work it with a body plane. Several sanding processes follow in ever-finer stages to achieve a paintable surface.
5. Stamp
The production of a thin sheet metal side section for the 911 Carrera RS 2.7 calls for expertise that deserves a seal of quality. The Porsche trademark is applied in the lamp compartment web and clearly signals that this is a "guaranteed original" and "Made in Germany"!


