The starting signal for the assembly of the first series production vehicle sounded on September 18, 2013. Before that, a team of 25 employees had already produced 25 prototypes and eight pilot vehicles. The L-shaped production line proved its worth during this introductory phase: "We have practically the entire value chain within this 4000-square-metre area", says Michael Drolshagen, Director of Production at the Porsche 918 Spyder manufactory. "This in itself is unique."
The vehicles pass through 18 stations before they are driven almost silently into the elevator in pure electric mode so that they can then be put through the final tests in the test facility located two floors below.
Production in line with the herringbone model
During the production process, the Porsche production staff use the Porsche herringbone model, although the structure in use is actually more like a one-sided bone for this purpose. Nevertheless, this principle offers the shortest paths between each point in the chain. In the case of the Spyder manufactory, this means that the pre-assembly area is positioned to the left of the main line and the corresponding parts are taken from there directly to the main line.
The pre-assembly stations themselves are supplied from outside the manufactory via a conveyor system, which, in turn, is supplied with the appropriate parts from a separate store located one floor below.
Around 100 hours of production time – including detailed quality control procedures – go into the entire process of getting a Porsche 918 Spyder through the 18 assembly stations in the manufactory and into the elevator so that it can be taken down to the testing facility. These continuous tests ensure that, at the end of the process, the customer receives an exceptional vehicle in every respect.
New methods and patent applications in the pipeline
With the Porsche 918 Spyder, the sports car manufacturer from Zuffenhausen is not just making its mark when it comes to quality, materials and technology – the company is also setting a pioneering example within the manufacturing process. For Michael Drolshagen, the number of patent applications pending for assembly tools or devices for quality assurance proves "that our definition of innovation goes well be-yond the vehicle itself."
It is difficult to pinpoint individual "stand-out stations", but the assembly of the monocoque, the engines, the leather finish and the assembly of the body shell all fall into four production stages that underline the manufactory philosophy particularly effectively.
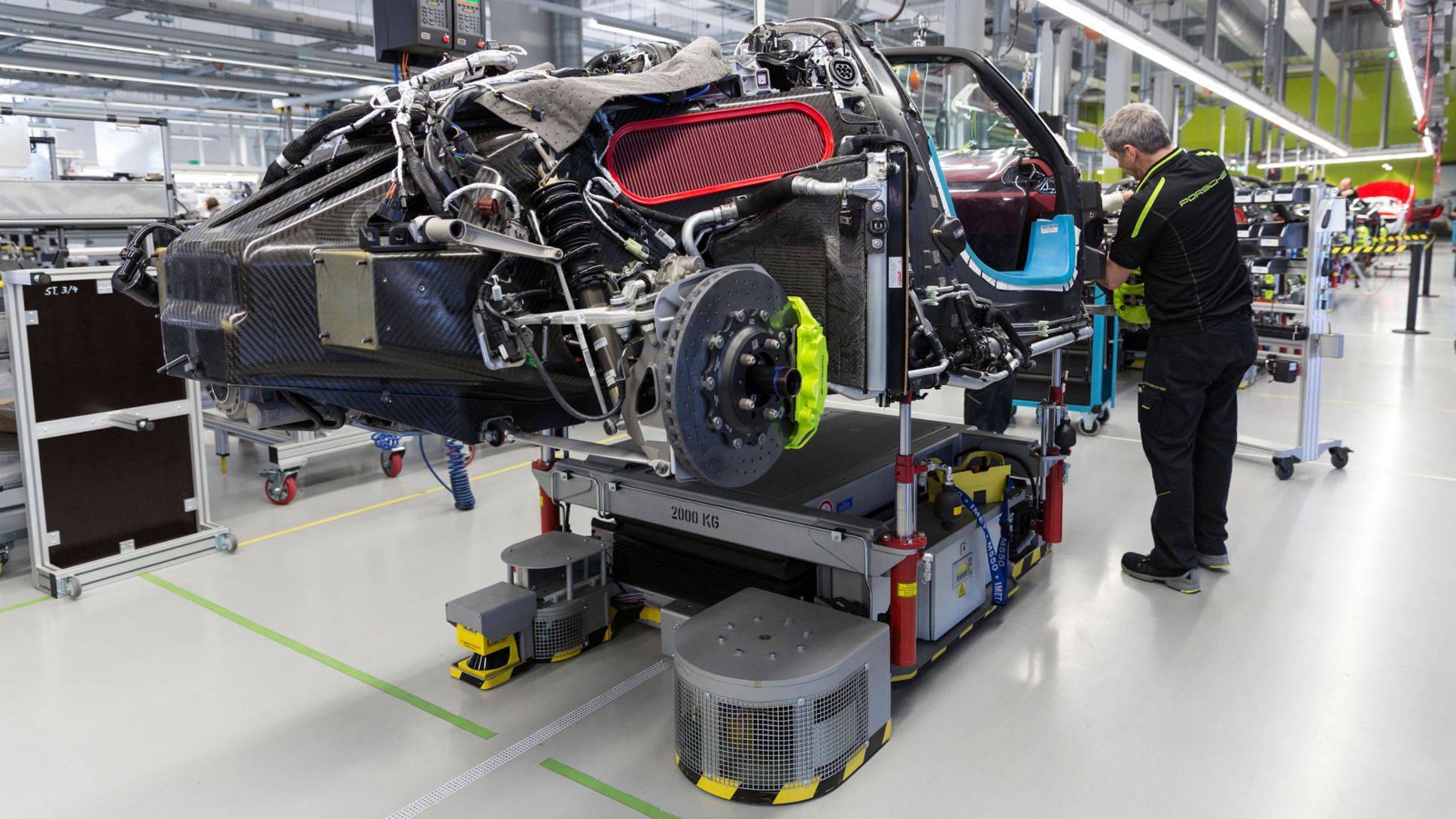
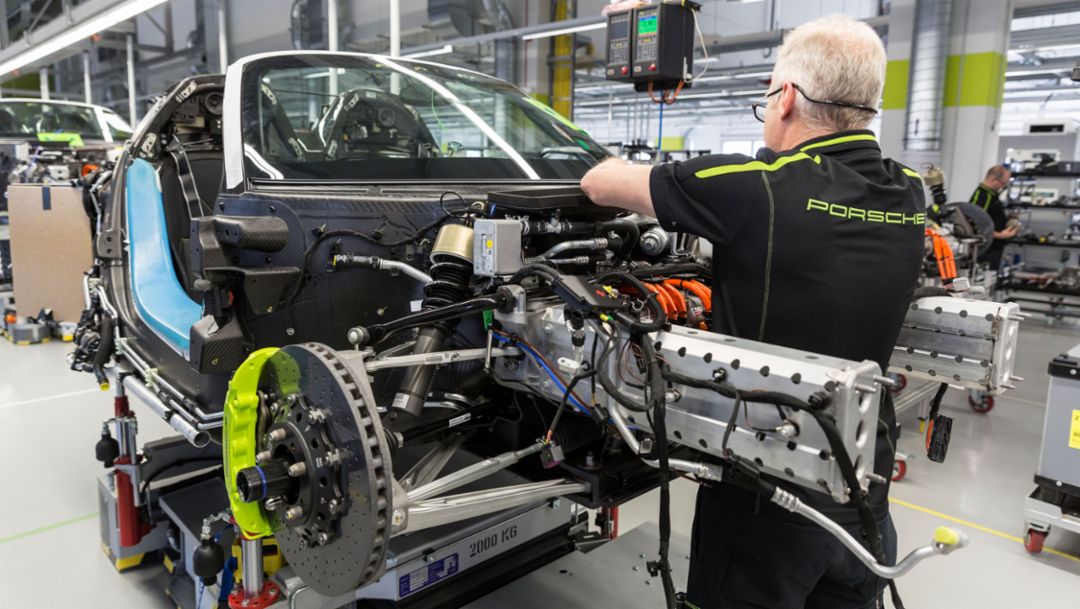
The monocoque as the starting point
The fact that the construction of every Porsche 918 Spyder starts with the two-seater monocoque is a special feature in itself. And the battery operated elevating trucks designed especially for this stage of the process are just as interesting: The elevating trucks allow the technician to raise and lower the component, as well as rotate it horizontally and vertically, making the technicians work much easier, particularly when it comes to routing the wiring harnesses.
The activities that take place on the engine line are also rather unusual. Based on the philosophy of "one technician, one engine", the units, constructed in line with light-weight technology principles, develop each one of their contours as they pass through the eight stations. The work takes 20 hours to complete, and by the end the 140-kg engines are the work of a single employee. Following this approach, in line with the Porsche philosophy, each employee has his or her own "baby" to look after, and, in turn, guarantees absolute precision.
High standards for specific skills
Absolute precision is the key on the production line – the tasks completed by the production staff are all designed to highlight the extremely high standards applied to their work. After all, this is the only way to fulfill the equally discerning expectations of Porsche customers.
In order to give 918 Spyder buyers pure joy, it was of course necessary to give the manufactory its own leather finishing department. Those who have seen with their own eyes how the vehicle interior specialists stitch the leather around the sun visor in forty minutes with a steady hand in 200 precise stitches and finally secure their work with a cross-over seam will definitely understand the level of quality required for a sports car to labeled "hand-made in Germany".
Numerous standards have found their way into the production process to ensure that the best possible result is achieved every time, regardless of the technician involved. These standards can relate to anything from standardized load carriers through to plug-and-play-principles, all of which ensure that components are installed in a uniform manner with clearances that are precise to the millimetre.
The results of the standardized approach become especially evident when the side sections and door sills are fitted, as the tongue and groove principle allows absolutely identical joints to be replicated at all times.
Small and large-scale production at the highest level
There is no doubt about it: The Porsche 918 Spyder manufactory has more than done justice to Michael Drolshagen's original ideas. The thing that has delighted Drolshagen the most about the whole set-up has been the ability to develop a specific concept for the production of a super sportscar simply from discussing the word "manufactory" and then transforming this concept into a reality with the help of his team.
The experiment has been a success. In Zuffenhausen, the sports car manufacturer is providing clear evidence that the production of small-series and large-series vehicles is possible "in close proximity and at the very highest level". This knowledge offers new prospects not just for those involved in the project, but also the company as a whole.
Consumption data
918 Spyder: Combined fuel consumption: 3.1 – 3.0 l/100 km; CO₂ emission: 72-70 g/km; Electricity consumption 12.7 kWh/100 km
918 Spyder: Combined fuel consumption: 3.1 l/100 km; CO₂ emission: 72 g/km; Electricity consumption 12.7 kWh/100 km

.jpg/jcr:content/b-E-Performance-(5).jpg)

