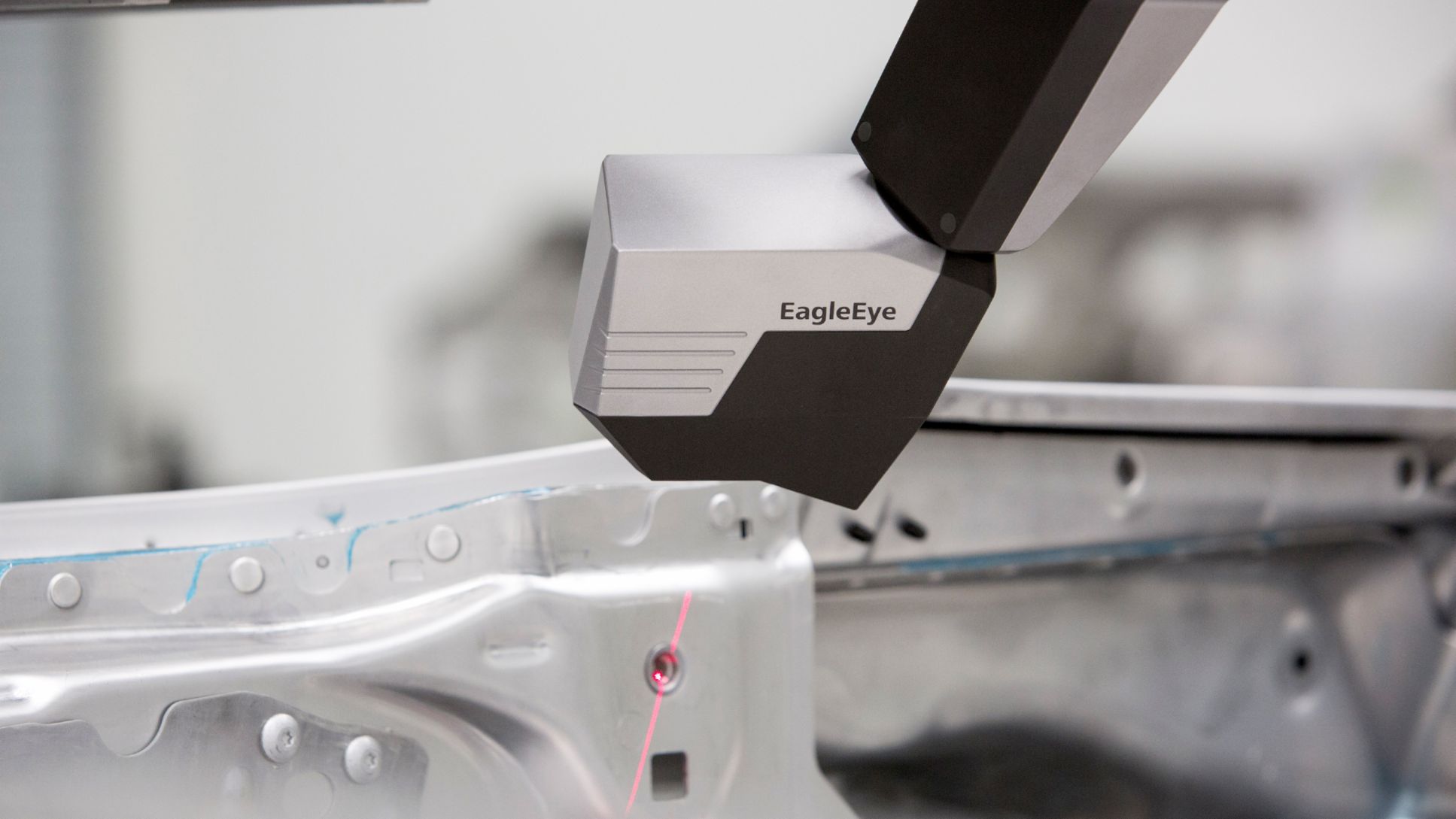
Although there are sure to be white gloves lying around somewhere, when referring to quality in car body construction, the key factor is a fine, red laser beam. It is directed from an inconspicuous box labelled "Eagle Eye" to a car body, controlled by an employee by means of a portable console. The focus here is on precision. And perfection.
The “Eagle Eyes” at Porsche are hard at work in the Quality and Analysis Centre at Zuffenhausen. Tobias Scheible is Head of the Car Body Measurement Technology Department. "Eagle Eye" is a visible part of what Scheible calls a “cross-departmental and cross-supplier measurement strategy". All this means is that all parties involved in car construction, from development to production through to suppliers, are now speaking the same language in terms of measurement.
This is not always a matter of course in a world where we’re dealing with fractions of a millimetre. Everyone involved has their own specific requirements when it comes to a measurement programme. "At the Weissach Development Centre, they need to ensure testing capability," explains Scheible. "Unlike us, they construct individual pieces." In production, on the other hand, we're dealing with many measurement points in a short period of time. Up to 248 vehicles roll off the production line on a daily basis in Zuffenhausen alone. A car body has more than 1,000 measurement points. There are around 200 at the front section, just as many at the rear of the car and a good 100 on a door, lists Scheible.

As a result, each department has established its own highly-specialised measurement system over the years, all as perfect as possible. But only transferable to a limited extent. It took an immense effort to standardise the different data structures and algorithms. "But it was worth it," says Scheible. Now, the first measurement programme is created in parallel with the development of a new vehicle. This takes around three-quarters of a year. When the Production Department comes into play around a year before production starts, the process is much quicker: "Building on the available values, we can create our measurement programme in a few weeks by means of an optimisation loop instead of taking half a year, which was the case previously,” explains Scheible.
This measurement programme is, so to speak, the brain of "Eagle Eye". The optical sensor is ideally equipped for production requirements and measures up to five times faster than its predecessor. It uses the red laser beam to scan surfaces, accurately measure the curvature, height, depth and width of a component, check edges and transitions, holes and pins, and then sends the data to the software. The software compares the measured data with the values from the CAD (Computer-Aided Design) software. The "data control model" is the original vehicle for each series, which corresponds exactly to the CAD data. It represents the ideal conception of a car body, which cannot exist in reality because deviation is the normal condition in a world that can be calculated only to a limited extent. For example, the cathodic dip coating process heats the sheets, which can change their shape.
The calculation limit at Porsche is in the range of fractions of a millimetre; which demonstrates just how close the company comes to perfection. This requirement also applies to suppliers who, under the new measurement strategy, are integrated directly into the system. This means that deviations can be identified and corrected at an early stage, removing the need for duplicate measurements. And, in the realm of the red laser beam, white gloves will only be needed for specific tasks.
The Quality department at Porsche
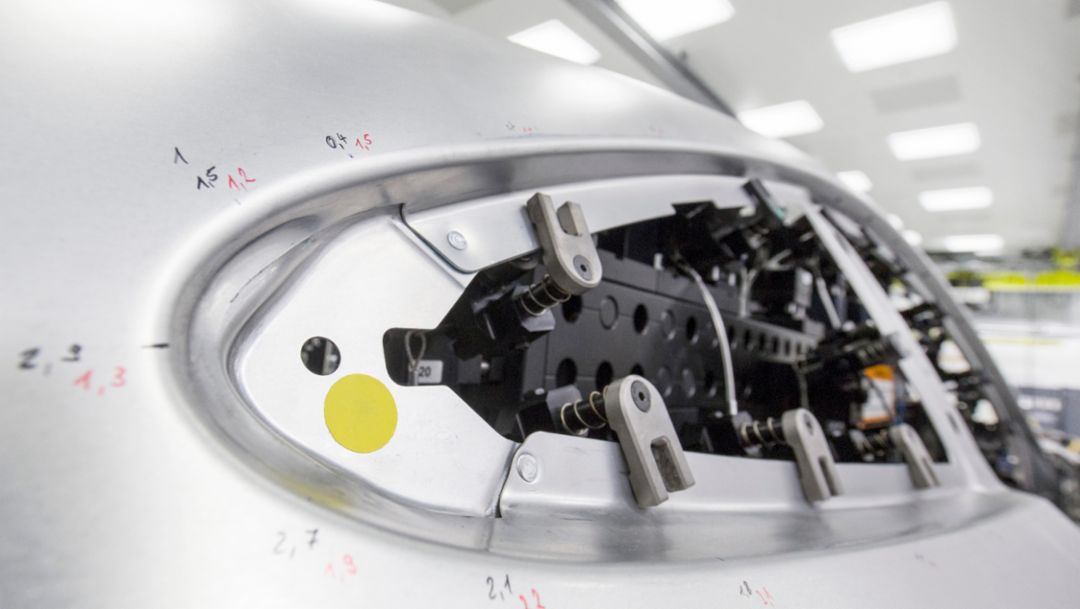
Cubing, master bracket, production monitoring: at Zuffenhausen, tenths and hundredths of a millimetre make a crucial difference. Here, the interplay of all components of a vehicle is orchestrated, from the body to the glove box cover. From pre-series through to current production. If any issues occur on the production line, a body or a fully-assembled vehicle will be disassembled piece by piece in the clinical hangars of the Quality Analysis department until the problem is identified and the cause is known.
This is just one element of the work carried out by Quality Assurance at the Zuffenhausen plant. The big challenge: Currently, a large number of different models are produced on one assembly line. These are highly individualised in part and the components are delivered just in time. Each individual vehicle needs to meet the high quality standards associated with a premium product. This calls for a zero-error strategy. This begins with Manufacturing & Overall Vehicle Quality Control, which controls and guarantees the quality requirements for the entire vehicle, from pre-production to end of production, and also includes the quality processes in the individual sub-sections, the body shop, paint shop and assembly. The quality of the series purchased parts is the focus of Purchased Parts Quality Control, while Product Audit is responsible for product auditing with section audits and final assurance of the delivery quality.
.jpg/jcr:content/Cubing_911_(991_II).jpg)

.jpg/jcr:content/b-PLG_I-Space_20180122_358462_MarcoProsch%20(1).jpg)