
Porsche is pursuing two main goals with the 2025 strategy, with the first relating to the responsible use of resources, while the second is to continuously expand expertise in the field of lightweight construction. Even if this goal were not in focus, reducing weight to a minimum has to be a top priority in stylish, high-tech sports cars such as the new Porsche 911 Carrera, which is why the body and chassis have been designed entirely using innovative aluminium composite panels.
The proportion of aluminium alloy components used in the 992 bodyshell has been dramatically increased in comparison to its predecessor model, with extruded aluminium profiles used for elements including the front and rear main chassis members, interior and exterior door sills, and floor bracing. Cast aluminium parts are used on the front shock mount, the rear tunnel cell and the impact absorber mounts. The outer shell of the new 911 is assembled completely from aluminium, with the exception of the front and rear apron. Only the parts that surround the passenger compartment are made from hot-formed steel, in order to provide the maximum possible protection for occupants.
Intelligent material mix
This intelligent material mix means that the bodyshell of the eighth-generation 911 is no heavier than its predecessor, despite slightly larger dimensions and higher safety requirements. “Depending on the version, we are looking at just 240 to 280 kg,” explains Steffen Soyez, head of the bodywork plant.

Though Porsche is of course no stranger to composite construction, having started work on this basis 15 years ago, the composite construction used in the new 911 requires entirely new production technologies. With this in mind, and following consultation with local residents, Porsche expanded its existing bodywork plant at the Zuffenhausen site to include an additional facility in May 2015. “Because there is limited physical space in the town for expansion, we had to build upwards,” explains Steffen Soyez. “Production now runs on three floors, which is a real challenge – especially when it comes to conveyor equipment.” The first 992 bodies were produced in the 69,000 m² building from September 2018.
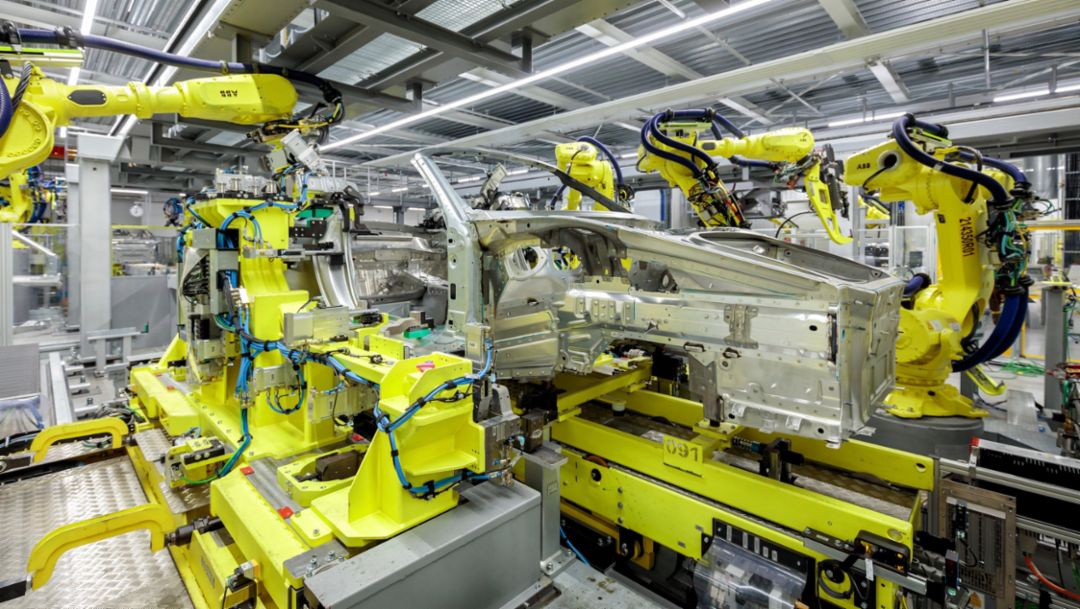
High level of automation
The “best-fit” assembly solution – involving automated, sensor-based and precisely controlled assembly of body parts – which had already proven its worth in production of the previous model, was expanded and optimised for the new 911. “The level of automation we use has increased greatly,” Soyez explains, “and the already sporadically used human-robot collaborations (HRC) have been designed with completely new safety features. The robots’ sensors are programmed so that they stop moving the second a person gets too close to the safety cell.”

Not only are the bodywork plant employees trained on how to handle the new collaborative robots, but they also have a solid grounding in innovative composite construction. “We offer advanced courses for specialists who want to focus on a specific work area,” says Soyez. Assembly of bonnets and finishing work are areas that require highly skilled and specialised craftsmanship: “Surface finishing is truly an art.”
Step by step
It requires just nine assembly steps to construct the 911 bodyshell in the new plant. Anyone who assembled a model car in their childhood understands the basic idea: one complete section is assembled from many individual components. In the case of the 911 body, the front end, rear end and centre of the floor pan are first joined to the chassis; to this, robots add the front wheel arches together with the shock mounts and main chassis member. Aluminium and steel panels from which the body is assembled are delivered by the relevant suppliers on a just-in-time basis to the main Zuffenhausen plant, from where a tugger train system conveys them to lines in the bodywork plant, as specified by the assembly cycle.
Robots lift the chassis of the new Porsche 911 onto the skids using handling grippers, and these skids carry the prepared chassis to the bodywork stations in stages. A virtually complete 911 gradually emerges: the modular roof, doors, fenders, boot and bonnet take their positions behind the side panels. Other new techniques now in use include friction element welding, full self-piercing riveting, and roller hemming (for joining aluminium parts to steel components). Incidentally, the eighth-generation 911 can boast a new record in terms of bonded connections, with a total of 180 metres of bonded seam used in the final vehicle.
Baptised with a birth certificate
When the bodyshell – now recognisable as a new Porsche 911 – finally makes it to the last station, the vehicle is “baptised” with the issuing of its birth certificate. The official copy is fitted with a transponder which contains an identification code specific to the vehicle. Finally, experienced finishers inspect the surface finish and all parts for accuracy of fit: “The vehicle geometry has to be exactly right to ensure that everything runs perfectly in final assembly,” says Soyez, explaining the procedure. The bodyshell then heads to the paint shop.
Info
Author: Egbert Schwartz
Text originally appeared in “Automobil Produktion” – special 2018 issue “The new Porsche 911”
Consumption data
Model Range 911 (Typ 992): Fuel consumption combined 9.1 – 8.9 l/100 km; CO2 emissions 208 – 205 g/km


