
The Porsche production system combines efficient industrial production with Manufaktur quality. With its Smart Factory, Porsche production is implementing the vision of an intelligent, connected factory. Under the heading ‘smart, lean and green’, this vision is based on innovative, efficient and resource-sparing processes, and production that keeps the environmental footprint as small as possible.
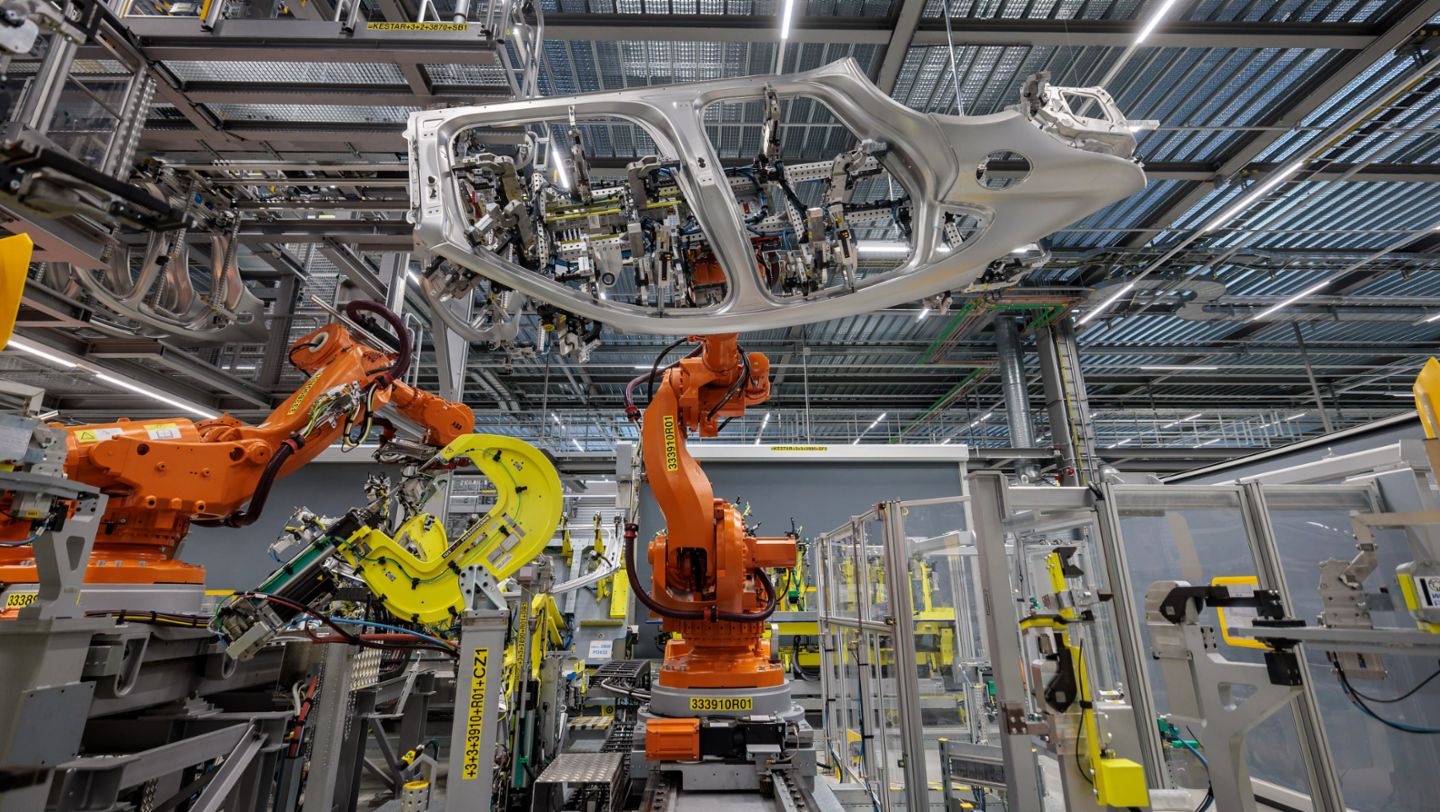
Body shop line
The birthplace of every Porsche is the body construction facility. This is where the basic body is initially built. The Porsche factory in Leipzig has three body construction plants: one for the Macan, one for the Panamera and one for the electric Macan. The body is built in four main sections. First, the substructure is built. This is the station at which the car is given its ‘birth certificate’ – a transponder with a specific identification code. This contains all of the details and specifications of the car.


.jpeg/jcr:content/AR-Tool_Bolzenkontrolle%20(3).jpeg)
.jpeg/jcr:content/Karosseriebau%20Macan_Audit%20(2).jpeg)



This contains all of the details and specifications of the car. In the superstructure – which is the stage that follows – the sides and the roof are attached to the substructure. The third section of the process chain completes the body frame with doors, a bonnet and tailgate. At the finish line, the car finally undergoes a quality inspection. Here, for example, the seams, the bonded joints and the surface quality are carefully checked by the workers. If all of the quality requirements have been fulfilled, the body is handed over to the paint shop, where Macan and Panamera models pass through a total of six phases.
Paint shop
First, the body is cleaned, degreased, and dipped in a zinc phosphate solution that ensures optimum adhesion of the subsequent corrosion protection, which is applied in the cathodic dip coating. After the subsequent seam sealing in the PVC line, three different coats of paint are applied: primer, final coat and clear coat. The elastic primer protects the final coat (also known as the base coat) from damage, and improves the structure and subsequent brilliance. The final coat is then applied in the colour selected by the customer. After intermediate drying, a clear varnish seals the previously applied paint coats.


.jpeg/jcr:content/Lackerierei_Lackierstra%C2%B7e%20(2).jpeg)
.jpeg/jcr:content/Lackerierei_Lackierstra%C2%B7e%20(3).jpeg)
.jpeg/jcr:content/Lackiererei_Lichttunnel%20(2).jpeg)


Finally, all of the painted bodies are inspected by workers in the LED light tunnel. Additional support is provided by the automated error detection (AFE) system. In 70 seconds, two robots scan the entire outer surface of the body with a pattern of light strips. In the process, they take around 100,000 photos that enable them to identify even the tiniest irregularities using reflections in the paint. Over the next 30 seconds, five image-processing computers evaluate the results. In this way, the workers are shown the location and type of the identified irregularities on a 3D visualisation of the body. The automated error detection (AFE) system in the paint shop has been used in series production since 2023 and represents just one of the Smart Factory projects.
Final assembly
The final production step is performed in assembly, where the doors are first removed in order to be finished on their own separate line. In parallel, the interior is fitted into the body in a process that combines industrial assembly and manufacturing. After the interior is installed, the means of transport for the car changes. In place of the lifting table used up to this point, a rotary hanger that enables ergonomic working is deployed. For the subsequent exterior line, the car is returned to a lifting table which, with its adjustable height, also ensures an ergonomic working environment for employees.








.jpeg/jcr:content/Montage_Drehgeh%C3%91nge%20(2).jpeg)



.jpeg/jcr:content/Montage_Interieurlinie%20(2).jpeg)



The exterior line includes the installation of the windscreen, rear window, headlights and seats. The doors are also refitted to the body here and the Porsche crest is attached. Then comes the ‘marriage’ – the fully automated merging of the body with the completed powertrain. This production step is an example of lean mixed production with a high degree of complexity. In Leipzig, the ‘marriage’ is designed for versatility and flexibility.
On the final assembly line, the work is concluded by filling the car with fuel, brake fluid, coolant and window cleaner. The wheels are also fitted at this point. The last assembly stages are for the commissioning, testing and final inspection of the car. After a test drive, the final inspection is performed and the car leaves the production line. One important quality-assurance measure is the audit, whereby individual cars of all model variants are subjected to a comprehensive inspection on a random basis. The cars are then delivered all over the world, with around 70 per cent of the cars from the Porsche factory in Leipzig transported in an environmentally friendly way via railways operated with 100 per cent green electricity.
