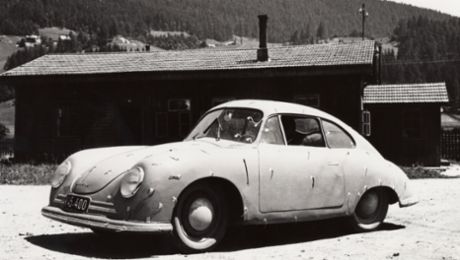
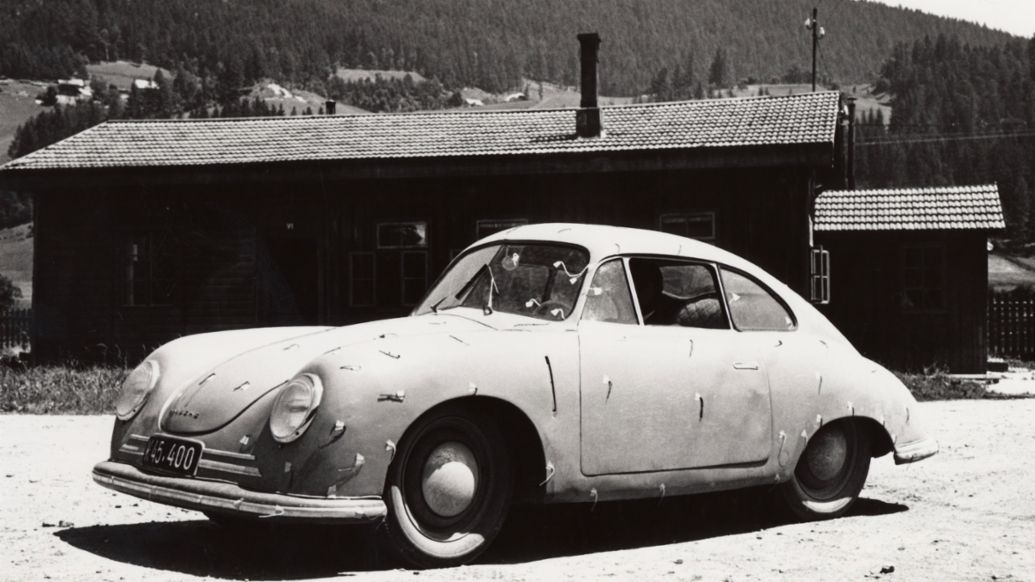
Esta matriz original se encuentra en el Museo del Automóvil Porsche en Gmünd, inaugurado en 1982 por Helmut Pfeifhofer. El denominado "modelo de forma y ajuste" presenta un estado de conservación sorprendente y no refleja rastros de los años ni del trabajo. Aunque en la bibliografía se alude a una estructura de madera "labrada a golpes", nunca se produjeron realmente. Sirvió más bien de matriz original para los 356 con carrocería de aluminio que salieron de la fábrica de Porsche en Gmünd, a partir de 1948. En total se produjeron 52 ejemplares de estos 356/2: 44 coupés y 8 descapotables. Además, se hicieron entre ocho y diez carrocerías en bruto denominadas "superligeras" (SL), que no se montarían hasta 1951 y 1952, ya en el departamento de Competición de Stuttgart.
Hace 75 años, Porsche operaba como manufactura en régimen de división del trabajo, algo muy distinto de la fabricación en cadena que llegaría después. Las posteriores carrocerías de acero para los 356 fabricados en Stuttgart se producían de forma relativamente rápida. Sin embargo, la creación de la carrocería fue muy laboriosa en los que se hicieron anteriormente en Gmünd. Las chapas de aluminio se moldeaban a golpe de martillo y, para comprobar la exactitud de la forma, se colocaban una y otra vez sobre este armazón de madera. Un proceso de ensayo y error que se repetía las veces necesarias, hasta que las puertas, el capó, el techo y las aletas encajaran perfectamente en la matriz de madera. Un maestro del oficio necesitaba al menos 90 horas para conseguir la inconfundible piel exterior del 356. Solo entonces se podía fijar al chasis con remaches y tornillos. Por eso Porsche recurría a carroceros externos para la fabricación de estos elementos de aluminio, como Kastenhofer, Keibl y Tatra, en Viena, o Beutler en la localidad suiza de Thun.
Inicio de la producción en cadena
A finales de 1949, con el traslado desde Gmünd hasta la fábrica de carrocerías Reutter en Stuttgart, terminó la época en la que los virtuosos de la chapa obtenían la forma ideal a partir de una plancha de aluminio, a base de martillazos sobre bolsas de cuero llenas de arena y bloques de madera. Este método se conservó durante un tiempo solo para las series reducidas, como los 16 ejemplares del 356 America Roadster con su carrocería de metal ligero. Es cierto que en Reutter también había al principio una matriz de madera nueva del 356, remodelado en Stuttgart. Sin embargo, ya solo se usaba como modelo para ajustar a medida las herramientas de prensado que habían sustituido a los artesanos, a la hora de dar forma a los paneles de la carrocería. Ya se podía usar una chapa de acero estable en lugar del aluminio que, aunque mucho más ligero, era blando y difícil de trabajar.
Las prensas modernas dieron paso a una fabricación más rápida. El sonido de la estampación fue marcando más el ritmo de la fabricación de carrocerías, en lugar del repiqueteo de martillos grandes y pequeños. Así comenzó la producción en serie y, por tanto, la historia de éxito del Porsche 356.