
Producción Porsche 1.0
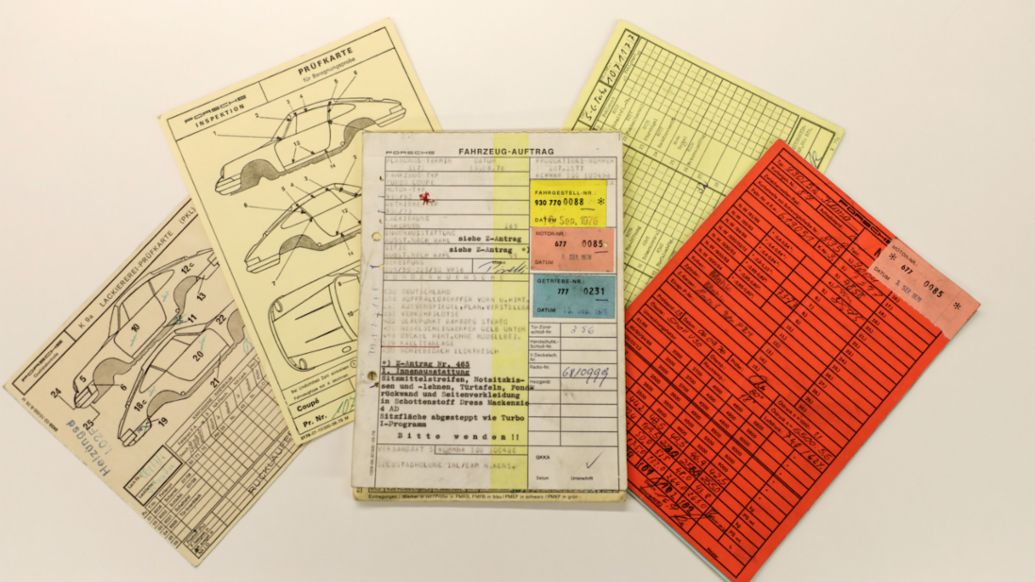
Zuffenhausen en los años 50 y 60: el montaje de coches en Porsche todavía tenía las características de un proceso de fabricación artesanal. Pero, sin embargo, se basaba en ideas claras para una producción eficiente. Las distancias cortas para los componentes individuales, la limpieza, el orden y los empleados altamente cualificados fueron la base de los estándares de calidad de Porsche que todavía hoy en día son reconocidos en todo el mundo. En la línea de montaje, las carrocerías iban montadas sobre unos carros que se empujaban a mano para pasar de una sección a otra. Siempre estaban acompañados de la tarjeta de ruta del vehículo. Esta tarjeta contenía la información necesaria sobre el color, los detalles del equipamiento interior, las opciones solicitadas y otras peticiones específicas de los clientes.
Incluso entonces, esto aseguraba que cada cliente recibiera su propio Porsche tal y como lo había especificado. Más de medio siglo después, las viejas tarjetas de ruta de los vehículos, hechas de papel, tienen ahora una segunda vida en el mundo virtual. En una tarea que ha llevado dos años y medio, Porsche Classic ha digitalizado todos esos antiguos documentos. Los socios de Porsche Classic pueden acceder a ellos y constituyen una valiosa ayuda para las revisiones, el mantenimiento y la restauración.
Producción Porsche 4.0
A principios del siglo XXI, los vehículos Porsche se siguen produciendo a mano, con la diferencia de que el proceso está respaldado por numerosos asistentes digitales. Uno de ellos es la tarjeta electrónica de ruta del vehículo (EVRC, por sus siglas en inglés). A primera vista, tiene el mismo propósito que la clásica versión en papel: está destinada a proporcionar a los empleados la información que necesitan para materializar los deseos individuales de los clientes.
“El PFPS es como el cerebro y el sistema nervioso central de todo el proceso de ensamblaje del vehículo” Roberto Hernández, Jefe de Planificación de la Fábrica de Zuffenhausen
Roberto Hernández, Jefe de Planificación de la Fábrica de Zuffenhausen, la llama “guía para los trabajadores”. La inteligencia real se encuentra en segundo plano: el sistema de producción y prueba de Porsche conocido como PFPS. “Podemos imaginar el PFPS como el cerebro y el sistema nervioso central de todo el proceso de ensamblaje del vehículo. Todos los procesos de automatización y diagnóstico del vehículo, así como los resultados de las pruebas, se almacenan y también se visualizan en la tarjeta electrónica de ruta del vehículo”, explica Hernández. “Necesitamos esto como un requisito previo para lograr el alto nivel de personalización que tenemos en el ensamblaje: somos el único fabricante que maneja una magnitud así".


Jürgen Dangelmayr y su equipo trabajan en la implementación operativa de la tarjeta electrónica de ruta de los vehículos. "La tarjeta nos permite coordinar a las personas con el vehículo y la fábrica y asegura un perfecto flujo de información". El Jefe de Planificación Informática de la Planta participó en la introducción del EVRC en 2004. En 2006, tras comenzar con el montaje, el sistema se puso en marcha para todo el proceso de producción.
Desde entonces ha habido numerosas ampliaciones funcionales, muchas de ellas basadas en las sugerencias de los trabajadores. La atención se sigue centrando en las personas, incluso en tiempos de digitalización. Por ejemplo, al principio, para realizar el diagnóstico del vehículo los empleados tenían que enchufar un cable en el coche. Desde 2007, se realiza de forma más o menos invisible, en segundo plano, a través de una red LAN inalámbrica. Los resultados aparecen entonces en el EVRC y también en los dispositivos móviles. Se han usado las tabletas desde hace diez años y esta funcionalidad también se ha implementado recientemente para relojes inteligentes. Esto significa que toda la información está disponible dondequiera que la necesite el trabajador.
“Coordinamos a las personas con el vehículo y la fábrica” Jürgen Dangelmayr, Jefe de Planificación Informática de la Planta
Paralelamente, las interfaces y la operatividad también se han adaptado para garantizar la facilidad de uso y el funcionamiento intuitivo. "El funcionamiento intuitivo de los smartphones sirvió de modelo", comenta Hernández.
¿La respuesta? "Extremadamente positiva. Los empleados lo ven como una verdadera ayuda en su trabajo diario", dice encantado Jürgen Dangelmayr. "Esta respuesta es muy valiosa para nosotros. Hay un fantástico intercambio de información entre los usuarios y los desarrolladores".
Porque el viaje continúa. El "rastreo ocular" es una de las ideas para el futuro. Su objetivo es permitir que el contenido que se muestra en la pantalla se controle solo con los ojos. "Somos conscientes de que nos involucramos en estos temas desde muy pronto", enfatiza Hernández. "Así que naturalmente también queremos estar en primera línea".



